"If you get careless or go romanticizing scientific information, giving it a flourish here and there, Nature will make a complete fool out of you. It does it often enough anyway even when you don't give it opportunities." Robert Pirsig, Zen and the Art of Motorcycle Maintenance
In a classic example of the over-valuing of independent thought, many religiously believe that through the simple expedient of grinding out port metal, bucketsfull of power wait to be unleashed from the average motorcycle engine. As with the other subjects in this section, this is a misconception that is steeped in motorcycle culture and lore. Yes, there is such a thing as porting, and engine builders do practice it. However, as you're about to discover, the truth is starkly different from what most people believe.
Porting's Objective
The point of porting is of course increased cylinder filling. The more air that is taken into the engine, the more atomized fuel will follow, and the more power will be produced. Simple in concept, and at one level at least, amazingly enough it is entirely correct. It is a proven fact that, all else being equal, roughly 1/2 hp gain in power can be expected for every cubic foot per minute (CFM) increase in an engine's existing intake airflow. That's 5 hp for every 10 CFM, which is much less than 10% of an average port's stock flow. So the reality is there, at least on paper, and it would seem to be not such a hard thing to do. However, from there the situation takes a sharp turn toward reality.
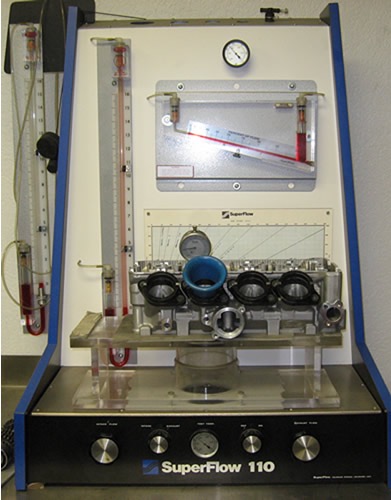 First of all, there is only one reliable way an individual doing porting can know that he or she is accomplishing anything other than making aluminum dust. That way is by using a flowbench. The flowbench is an instrument which simulates having an engine attached to the cylinder head. This machine circulates air through the ports and measures how much air the head can pass in a minute. The builder takes a few swipes with the porting tool, attaches the head to the flowbench, and sees whether the result is good or bad. The experience is sobering. Most people approach their first porting project with more zeal than knowledge. Before the project is done, however, the avid engine builder comes of age, so to speak. He or she discovers how agonizingly difficult it is to increase flowbench readings. First of all, there is only one reliable way an individual doing porting can know that he or she is accomplishing anything other than making aluminum dust. That way is by using a flowbench. The flowbench is an instrument which simulates having an engine attached to the cylinder head. This machine circulates air through the ports and measures how much air the head can pass in a minute. The builder takes a few swipes with the porting tool, attaches the head to the flowbench, and sees whether the result is good or bad. The experience is sobering. Most people approach their first porting project with more zeal than knowledge. Before the project is done, however, the avid engine builder comes of age, so to speak. He or she discovers how agonizingly difficult it is to increase flowbench readings.
More Airflow Does Not Always Equal a Faster Motorcycle
And that's just the beginning. Because even if flow gains are realized, the bike may end up being slower on the road. Two pitfalls await the unwary. First, just because a head is made to flow more air doesn't mean the engine will achieve that quantity of air movement. After all, the head doesn't move the air through itself, the rest of the engine does. If the engine can't support the head's potential, it is just that -- potential, and not practical reality. Take for example the 1340 Evo Harley-Davidson engine. This engine's heads flow more air on a flowbench than many cars' heads, yet stock 1340s make the least power per cylinder displacement of practically any current engine. This engine just doesn't create the forcefulness of combustion required to move great amounts of air. The second problem is that the flowbench indicates only the amount of airflow a head is capable of. It tells nothing about where in the rpm range this flow is going to happen. Using the 1340 example again, not only does this engine not push its piston down hard enough to move a lot of air, it doesn't do it frequently enough either. That is, this engine is not a high rpm engine. In other words, what good is a flowbench-registered 20 CFM improvement in airflow if subsequent calculations show that it occurs at 3,000 rpm above the engine's redline? That 20 CFM will never show up as improved road performance.
The way to avoid useless and even hamrful porting is to focus on port velocity. The surest way to do this is by avoiding increases in port cross-section. It is merely intuitive that the port with more cross-section, that is, diameter, will flow more air. However, that air's speed will decrease. The reduced velocity will affect mixture distribution in the cylinder, making the air and fuel less thoroughly mixed at lower rpm. Reduced midrange power will result. For the porting job to be a success therefore, every gain in CFM must be obtained without losing port velocity. A special tool called the velocity probe helps here. It is attached to the flowbench, and inserted into the port before and after each touch of the porting tool. But even using this tool isn't as reliable as simply not enlarging the ports to begin with. But how then can airflow be increased, you might ask.
The quest for fast flow begins before the port is ever modified. Typically, the engine builder pours RTV (silicone) into the port to obtain a flexible cast of its contour. After removal, this mold permits visualization of the port's shape in three planes. Only then can you see every part of the port, including where it can be improved, and where it must be left alone. Much of it depends on experience, but there are some hard and fast rules. In most cases, for example, it is impossible to make curved intake tracts straight. The tract must somehow empty into a cylinder, and to do so it will have to turn a corner or two. Usually, the tuner hopes only to make the port "think" it is straighter, by performing whatever shaping tricks are necessary, guided by the flow meter and the velocity probe. A port whose ceiling squeezes downward under a valve spring, for another example, is improved by widening the tract at that particular point. This makes this point in the port's flow area consistent with the rest of the port. Or, as is true in many older engines, the port may need a hump filled in and the radius leading into the valve throat increased. In fact, nearly all engine's ports respond to increasing their radii. That is, reshaping its bends so that both inner and outer parts of the curve have as large a radius as possible. And grinding isn't the only way to do this. In fact, in professional porting, filling with welding or epoxy is much more common than metal removal.
The Importance of the Valve Seat
And speaking of hard and fast rules, there is one part of porting that is generally downplayed but is in fact more important than any other part. That is the simple valve job. When making changes to various parts of the port, it will be noticed that the most immediate and gratifying gains will result from careful work on the valve seat. This means narrowing the seat, and raising it toward the edge of the valve. It also means carefully blending the seat's angles. This blending is the purpose behind the so-called "five-angle" valve job. The five-angle valve job is really just the standard three angles with careful blending between them (which adds two angles). You can have most of the benefits of porting simply by doing the standard valve job meticulously, something that takes fewer special tools and much less skill.
Polishing
Finally, we get to the subject of polishing. Polishing is, if possible, a myth within a myth. It is one of those traditional yet ineffective techniques which has somehow survived in the dank swamp of motorcycle mythology. However, the industry is more to blame than the unwitting public. The truth is, port polishing in a practical sense serves merely to "sell" expensive porting jobs. It's "eye candy." The customer has been conditioned to be more easily impressed by the unreality of what he sees than the reality of what he can't see. Sort of like the detail work done on your car during its 10,000 mile inspection. As just explained, most of the magic in port work is almost invisible -- fully 90% of effective porting takes place within an inch of the valve seat. The parts of the port that are usually polished are far from this area. The polish gives the customer something to look at.
Furthermore, polish is not only unnecessary, it's actually harmful, in two ways. The first concerns the airflow itself. The experience of countless engine builders, plus research by Superflow, Boeing, and various members of the Society of Automotive Engineers, indicate that a smooth surface is not necessarily the slipperiest where air is concerned. Ever notice that an airplane's wings are not shiny smooth, but rough? The rough surface reduces air drag, and the wing glides through the air easier. Olympic bobsled teams stick sandpaper-like skateboard grip tape to the sides of the sled and the tops of their helmets for the same reason. Air tends to get lazy on a smooth surface. It's called the "boundary layer effect," and it refers to the fact that an ultra-smooth surface accumulates air pressure next to it. This pressure is really stagnant air, and it effectively obstructs airflow. A slightly roughened surface eliminates this boundary layer and increases airflow. The second way polish is bad concerns combustion. Intake tracts don't just flow air, remember. They flow an air/fuel mixture, whose behaviour is quite different from plain air. The same lazy air boundaries that constrict a polished port's airflow also make fuel "drop out" of suspension in that air. The mixture then enters the cylinder less thoroughly mixed, and poor combustion and reduced power result. For this reason, most builders glass-bead the port walls instead of polishing them. The slight roughness creates tiny eddy currects which keep fuel droplets suspended in the port airstream. Good combustion is thus ensured.
The Bottom Line
Traditional porting is effective. But far from the glamorous thing it's made out to be, it is difficult work requiring excruciating patience. It's not taking out large amounts of what presumably foolish manufacturers left in there. Often it is more filling than grinding. The experienced engine builder knows that velocity is just as important as total flow, and that port shape is the means of gaining both, not just simple cross-section. Increasing cross-section will get you only the flow, with resulting losses in velocity that will actually reduce power at middle rpm. The professional also saves the polish for the valve covers. It's a waste of time and money in the port, and will usually reduce rideability. Finally, if you have porting done on your cylinder head, insist on flowbench charts documenting the gains. This should include references to port velocity as well as total airflow. If those charts are not available, have the work done someplace where they are. No matter how experienced a builder is, porting without a flowbench is akin to luck; the practitioner doesn't know what is really going to happen. In other words, blue sky, "watered" Florida real estate.
|

 ®
®