  ® ®
|
A fifteen-part series |
|
Here are some instructive images relevant to valve work on a cylinder head. Just a few. I can't emphasize how important it is to do this job right. Here's more. And a little more. |

|
|
|
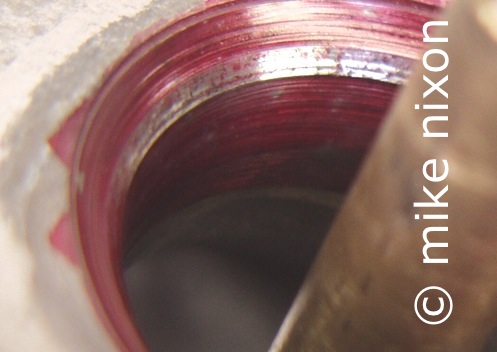
A CBX head getting its valve seats machined. Pretty, huh? Not only that, precise. The metal dye makes it easy to make proper, evenly-machined angles when doing this job by hand. |
The 45 degree surface that the valve seals against getting smoothed. This is not how it is left. It is just the beginning. Notice the roughness in the seat that machining is removing? |

|

|
|
I received a head in which someone had just machined the seats and left them like this. Almost surely using a Sioux grinder. Compare this with the first image. No excuse for this. |
The other thing that must be done is to machine all of the seat's three angles to ensure the valve is centered on the seat. Prussian blue tells us how well it is centered. |

|

|
|
And before any of this, the valves are inspected for wear. This wear is called recession. And it makes the valve unusable. It must be replaced. This one is severe, but even a little recession ruins valve seal. |
This closeup shows why. That's a straightedge layed against the valve face. There is no way a receded valve will give an adequate seal. |
|
Last updated April 2026 Email me www.motorcycleproject.com My bio © 1996-2026 Mike Nixon |